CARTONBOARD PRODUCTION
31.01.2012 - Cartonboard Know-How
RAW MATERIALS
Variety and performance describe our extensive product portfolio, which is based on the raw materials recovered paper and virgin fibres.
Recovered Paper
The raw material "recovered paper" is of great importance at MM Karton. The re-utilisation of recovered paper, as part of the cascaded utilisation of the renewable raw material wood, is of great ecological benefit: It closes the loop and increases the life cycle of the material within the value-added chain by several factors.
MM Karton perceived both, the economic as well as the ecological value of the raw material "recovered paper" already in the early 20th century and implement the industrial manufacturing of recovered cartonboard.
Virgin Fibre
Approximately 15% of the fibre raw material that is used by MM Karton for producing cartonboard consists of virgin fibre (wood or pulp). In October 2009 we achieved Chain-of-Custody-Certification for both PEFC and FSC® standards of all mills. This certification confirms, that all fibre raw materials processed can be traced back to sustainable managed forests and controlled sources. Furthermore, it is regularly verified by an independent third-party.
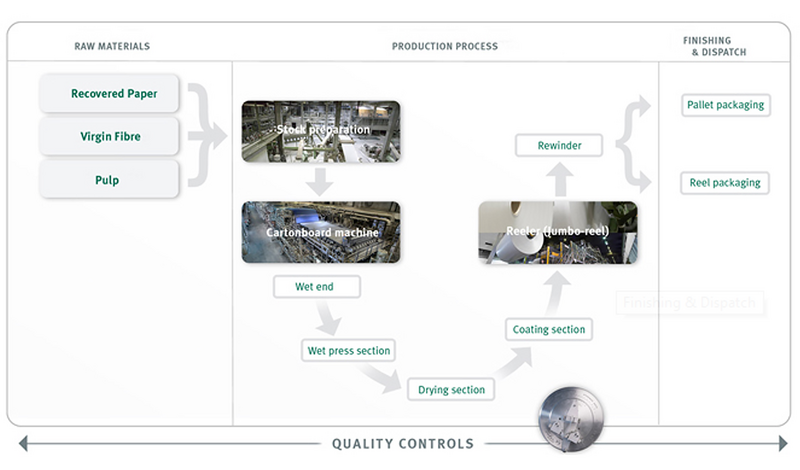
PRODUCTION PROCESS
The cartonboard production is a multi-stage process:
- During the stock preparation the raw materials are dissolved in big "pulpers" with water and are purified from foreign material.
- Highly diluted, the fibre-water mixture is forwarded to the cartonboard machine. The process inside the cartonboard machine consists of several stages: wet end, wet press section, drying section, coating section
- At the end of the production stages, the cartonboard will be rolled up on a steel roller, the jumbo reel. According to the order the cartonboard on the Jumbo-reel will be cut in reels or sheets. The cut sheets or reel lots will be forwarded to the packaging lines and sent to the customers.
STOCK PREPARATION
The stock preparation consists of 4 steps
1. Step: Dissolving in water
Raw materials, such as recovered paper, pulp and mechanical pulp, are blended and dissolved with water in so-called pulpers.
2. Step: Mechanical cleaning
The stock-water mix is passing high-density cleaners, mesh sorters and the fine sorting cleaning sections to remove impurities (sand, plastics, glass or paperclips).
3. Step: Disperging and Pasteurization
Before the stock-water mix is forwarded to the cartonboard machine, it is heated to more than 95°. The heat build-up is destroying bacteria (Pasteurization), residues of wax and glues are dispersed (Disperging).
4. Step: Supply to board machine
WET END
The stock-water mix will pass through the headboxes to get to the fourdriniers in highly diluted form - 99% water and 1% fibres. Force of gravity and dewatering systems extract some water, layers are being built.
Subsequent coaching of single layers is done at approximately 85% water content. Top layer, middle layer and reverse are combined to one web.
WET PRESS SECTION
The water is pressed out of the cartonboard web by steel cylinder pairs and taken up by rotating felts - reduction in the water content to approximately 55%.
DRYING SECTION
The so-called drying section is structured in 3 sections:
- Pre-drying section
- Yankee cylinder
- Final drying section
The whole process reduces the water-content of the cartonboard from 55% to approximately 8%.
Pre-drying section
The pre-drying section comprises up to 44 drying cylinders. They are heating to a surface temperature of 125° and the water evaporates out of the pressed cartonboard through the hot cylinder surfaces. The cartonboard is running through the drying section like in slalom.
Yankee cylinder
Comparable with a huge steam iron, the Yankee cylinder provides the cartonboard with a smooth surface.
Final drying section
The final drying section corresponds to the pre-drying section. The cartonboard web is led in slalom over additional 28 drying cylinders. The drying section is covered with a drying hood enabling heat recovery.
COATING SECTION
The coating mainly consists of pigments as well as binders and is essential for the surface characteristics of the cartonboard. A high quality surface is important for achieving excellent printing and varnishing results.
The cartonboard is being coated three times on the top layer and once on the reverse side.
FINISHING & DISPATCH
The finished cartonboard web (Tambour) is cut into reels or formats accordingly to the customer order. The finished reels or formats are hermetically packed as required and then shipped by rail or lorry.
QUALITY CONTROLS
The quality-control process includes printability as well as runability checks.
Laboratory for Coating Technology
The main tasks of the laboratory are to develop and optimise coating applications and to perform receiving inspection for raw materials. The Mayr-Melnhof Karton laboratories are equipped with state-of-the-art devices, such as viscosimeter, densitometer, abrasion tester and reflected light microscope.
Printing Laboratory
The laboratories run special printability trials to test printing behaviour at further processing.
Post-controlling Laboratory
The main target is to identify changes of technical properties of the cartonboard depending on climate conditions. The production samples are air conditioned for at least 24 hours and checked subsequently. In practise this corresponds to "maturing" of cartonboard after production.
Shift Laboratory
The shift laboratories are in charge around the clock. In combination to the permanent on-line measurement directly on the machine the laboratory technicians in charge are checking ongoing production in terms of weight, thickness, humidity, stiffness and whiteness.
Quality control is done in an automatic inspection and testing line ("Autoline"), the results are directly passed to electronic data acquisition of the laboratory. If tolerances are exceeded, the systems will be locked automatically.
From each production run, samples are retained and stored in standard atmosphere (23°C, 50% humidity) for at least one year at all Mayr-Melnhof Karton mills.

